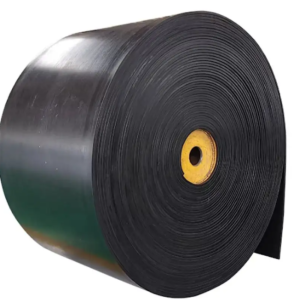
Rubber Conveyor Belt – High Durability Industrial Conveyor Solution
As a professional rubber conveyor belt manufacturer, we provide high-quality, customized rubber conveyor solutions for global industrial clients, perfectly adapting to various harsh working environments. Our rubber conveyor belts are designed to solve the pain points of easy wear, low tensile strength, and short service life in material transportation, helping enterprises reduce maintenance costs and improve production efficiency — the ideal choice for your industrial material handling needs.
Premium Rubber Material & Scientific Structure
Our rubber conveyor belts adopt high-grade rubber compounds, including SBR, NBR, CR, EPDM, and natural rubber, each optimized for specific application scenarios to ensure superior performance. The multi-layer structure is composed of high-strength polyester or nylon fabric reinforcement and high-quality rubber covering, which enhances the belt’s tensile strength, flexibility, and wear resistance significantly. The surface rubber is carefully processed to prevent slipping and material spillage, while the inner layer is designed to resist stretching and deformation, ensuring stable operation even under heavy loads and high-speed operation conditions.
All our rubber conveyor belts comply with international standards such as ISO, DIN, RMA, and SGS, passing strict quality inspections to ensure safe and reliable use in various industrial fields. Whether you need oil-resistant rubber conveyor belts for auto parts recycling, heat-resistant rubber conveyor belts for asphalt plants, or fire-resistant rubber conveyor belts for underground mining, we can provide customized solutions based on your specific requirements.
Wide Application Scenarios & Core Advantages
Our rubber conveyor belts are widely used in multiple industries, including mining, cement, ports, energy, agriculture, food processing, and logistics, efficiently transporting bulk materials, finished products, and semi-finished products with minimum wastage. Key advantages that make us stand out in the market:
Exceptional Durability: High-quality rubber materials and reinforcement layers extend the service life, reducing the frequency of belt replacement and maintenance costs.
Strong Adaptability: Resistant to wear, oil, high temperature, corrosion, and fire, suitable for harsh working environments such as high temperature, humidity, and chemical pollution.
Smooth & Efficient Operation: Scientific structure design minimizes stretching and slippage, ensuring stable material transportation and improving production efficiency.
Customizable Options: We offer personalized customization of width, thickness, rubber type, and structure (V-shaped, sidewall, anti-slip studs) to meet diverse application needs.
Cost-Effective Solution: High performance-to-price ratio, long service life, and low maintenance costs help enterprises reduce overall operational costs.
Why Choose Our Rubber Conveyor Belts?
With years of experience in rubber conveyor belt research, development, and production, we have a state-of-the-art manufacturing facility equipped with advanced technology and machinery, enabling us to produce high-quality conveyor belts in bulk quantities. Our products have been used in more than 100 countries and regions, winning praise from clients for their reliability and performance.
We provide comprehensive after-sales service, including installation guidance, maintenance advice, and quick replacement of wearing parts, ensuring that your conveyor system operates stably for a long time. As a trusted rubber conveyor belt supplier, we are committed to providing you with high-quality products and professional solutions, helping you improve production efficiency and reduce operational risks.
FAQ (Frequently Asked Questions)
Q1: What type of rubber conveyor belt is suitable for my industry? A1: We will recommend the most suitable rubber type (SBR, NBR, CR, EPDM, etc.) and structure based on your industry, transported materials, and working environment. For example, NBR rubber conveyor belts are ideal for oil-containing materials, while EPDM is suitable for high-temperature scenarios.
Q2: Can you provide customized rubber conveyor belts? A2: Yes, we support full customization, including width, thickness, rubber material, reinforcement layer, and special designs (anti-slip, fire-resistant, oil-resistant), to perfectly match your production needs.
Q3: What is the service life of your rubber conveyor belts? A3: The service life depends on the application scenario and maintenance. Under normal use and proper maintenance, our rubber conveyor belts can be used for 3-5 years, which is 20%-30% longer than ordinary conveyor belts.
If you are looking for high-quality, reliable industrial rubber conveyor belts, contact us today to get a free quote and customized solution. We look forward to cooperating with you to create more value for your business!